Виды сопряжения и допусков на боковой зазор. О контрольных размерах зубчатых колёс и боковом зазоре. Основные понятия о зубчатых передачах
Назначить степень точности зубчатого колесо по трем видам норм: кинематической точности, плавности работы, контакта зубьев; рассчитать гарантированный минимальный боковой зазор:
число зубьев ведущего колеса Z 1 = 40;
число зубьев ведомого колеса Z 2 = 75;
окружная скорость колеса V окр = 5м/с;
модуль зубчатой передачи m = 3мм;
ширина колеса В = 20мм;
рабочая температура колеса и корпуса: t кол = 60°C, t корп = 25°C;
материал колес: силумин; корпуса: силумин; вид передачи: делит. механизмы.
Выбрать измерительные средства для контроля точности по всем видам норм точности контролируемых параметров. Выполнить сборочный чертеж зубчатого колеса.
Порядок расчета
По величине скорости V окр , м/с, выбираем степени точности зубчатой передачи и затем корректируем по виду передачи .
Выбираем степень точности (по нормам плавности) 8. Для силовых передач норма контакта принимается на одну степень ниже 9, по нормам кинематической точности 8.
Определяем межосевое расстояние a w , мм, по формуле
где a w - межосевое расстояние, мм;
Z 1 - число зубьев ведущего колеса, Z 1 = 40;
Z 2 - число зубьев ведомого колеса, Z 2 = 75;
m - модуль зубчатой передачи, мм, m = 3 мм;
a w = мм.
Определяем температурную компенсацию зазора j n 1 , мм, и оптимальную толщину слоя смазки j n2 , мкм, по формуле
j n 1 = a щ [б 1 (t кол - 20?C) - б 2 ( t корп - 20?C)] 2sin б, (51)
где j n 1 - часть бокового зазора на температурную компенсацию, мм;
б 1 и б 2 - температурный коэффициент линейного расширения материала ведущего и ведомого колеса соответственно, град -1 , б 1 = 19 10 -6 град -1 , б 2 =19 10 -6 град -1 ;
t кол - температура колес, ?С, t кол = 60? С;
t корп - температура корпуса, ?С, t корп = 25? С;
б - угол зацепления ведущего колеса, б = 20?;
j n 1 = 172,5 2 sin 20? = 78,47 мм,
j n 2 = 30 m, (52)
j n 2 = 30·3 = 90 мкм.
Определяем минимальный боковой зазор передачи j n min , мкм, по формуле
j n min = j n 1 + j n 2 (53)
j n min = 78,47 + 90 = 168,47 мкм.
По выбираем вид сопряжения В.
Таким образом, степень точности передачи 8 - 8 - 9 В ГОСТ 1643-81.
Выбрать для контролируемых параметров средства их измерений.
По таблице 5.5 определяем контролируемые параметры:
1) нормы кинематической точности при степени точности 8:
радиальное биение зубчатого венца,
2) нормы плавности при степени точности 8:
отклонение шага (углового), f pt ;
3) норма контакта зубьев при степени точности 9:
суммарное пятно контакта, ;
4) нормы бокового зазора при виде сопряжения В:
A wme ;
Т wm .
Значения данных параметров определяем исходя из величины диаметров делительной окружности колеса и шестерни d 1 , d 2 мм, которые определяются по формуле
d 1 = m z 1 (54)
d 1 мм,
d 2 = m z 2 (55)
d 2 мм.
Таблица 5 - Значения контролируемых параметров для шестерни и колеса
|
Для колеса Z 2 =75, D д 2 = 225 мм |
Для шестерни Z 1 = 40, D д 1 = 120 мм |
||
|
Кинематической точности |
Радиальное биение зубчатого венца, =63 мкм |
Радиальное биение зубчатого венца, =50 мкм |
|
|
Плавности |
отклонение шага (углового), f pt = |
отклонение шага (углового), f pt = |
|
|
Контакта |
суммарное пятно контакта, =32 мкм |
суммарное пятно контакта, |
|
|
Бокового зазора |
наименьшее отклонение средней длины общей нормали, A wme =150 |
наименьшее отклонение средней длины общей нормали, A wme =120 |
|
|
допуск на среднюю длину общей нормали, Т wm =100мкм |
допуск на среднюю длину общей нормали, Т wm =70 мкм |
Таблица 6 - Средства измерения зубчатых колес
|
Обозначение контролируемого параметра |
Наименование измерительного прибора |
Степень точности |
измерения, мм |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
БВ - 5059 для автоматического контроля накопленной погрешности к-шагов, шага по колесу о отклонение шага |
m = 1-16 d = 5-200 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
f pt |
БВ - 5079 цехового типа для контроля зубчатых колес |
d = 20-30 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Суммарное пятно контакта |
Контактно-обкатные станки и приспособления |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
A wme |
Зубомерный микрометр |
d = 5-200 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Т wm |
Зубомерный микрометр |
Для устранения возможного заклинивания при нагреве передачи, обеспечения условий протекания смазочного материала и ограничения мертвого хода при реверсировании отсчетных и делительных реальных передач они должны иметь боковой зазор jn (между нерабочими профилями зубьев сопряженных колес). Этот зазор необходим также для компенсации погрешностей изготовления и монтажа передачи и для устранения удара по нерабочим профилям, который может быть вызван разрывом контакта рабочих профилей вследствие динамических явлений. Такая передача является однопрофильной (контакт зубьев колес происходит по одним рабочим профилям). Боковой зазор определяют в сечении, перпендикулярном к направлению зубьев, в плоскости, касательной к основным цилиндрам (рис. 2.52). Независимо от степени точности изготовления колес передачи предусмотрено шесть видов сопряжении. Установлено шесть классов отклонений межосевого расстояния, обозначаемых в порядке убывания точности римскими цифрами от I до VI. Соответствие видов сопряжении и указанных классов, приведенных в табл. 2.13, допускается изменять. На боковой зазор установлен допуск Тjn, определяемый разностью между наибольшим и наименьшим зазорами. По мере увеличения бокового зазора увеличивается допуск Тjn. Установлено восемь видов допуска на боковой зазор: х, у, z, а, b, с, d, h. Каждому виду сопряжения соответствует определенный вид допуска (см. табл. 2.13). Соответствие видов сопряжений и видов допусков допускается изменять, используя при этом и виды допуска x, у и z. Боковой зазор jn min, необходимый для компенсации температурных деформаций и размещения смазочного материала, определяют по формуле jn min = V + aw (1to1 - 2to2)2sin , где V --толщина слоя смазочного материала между зубьями; aw -- межосевое расстояние; 1 и 2 -- температурные коэффициенты линейного расширения материала колес и корпуса; to1 и to2 -- отклонение температур колеса и корпуса от 20 °С; -- угол профиля исходного контура. Деформацию от нагрева определяют по нормали к профилям. Боковой зазор обеспечивают путем радиального смещения исходного контура рейки (зуборезного инструмента) от его номинального положения в тело колеса (рис. 2.54). Под номинальным положением исходного контура понимают положение исходного контура на зубчатом колесе, лишенном погрешностей, при котором номинальная толщина зуба соответствует плотному двухпрофильному зацеплению. Таблица 2.13 Виды сопряжений и соответствующие им виды допусков на боковой зазор и классы отклонений на межосевое расстояние Связь смещения исходного контура с боковым зазором jn и утолщением толщины зуба по постоянной хорде Ecs можно установить соответственно из треугольников abc и dbc (см. рис. 2.54): jn min = 2EHssin; Дополнительное смещение исходного контура ЕHr от его номинального положения в тело зубчатого колеса осуществляют для обеспечения в передаче гарантированного бокового зазора. Наименьшее дополнительное смещение исходного контура назначают в зависимости от степени точности по нормам плавности и вида сопряжения и обозначают: для зубчатых колес с внешними зубьями как - EHs, для колес с внутренними зубьями - через +EHi. В табл. 2.14 приведены показатели, определяющие гарантированный боковой зазор, допуски и отклонения по нормам бокового зазора. Таблица 2.14 Показатели бокового зазора
Примечание. Среднюю длину общей нормали определяют по формуле Wm = (W1 + W2 + + Wz)/z , где W1, W2, Wz - действительные длины общей нормали; z - число зубьев. Общий боковой зазор должен состоять из гарантированного бокового зазора jn min и зазора Кj, компенсирующего погрешности изготовления зубчатых колес и монтажа передачи и уменьшающего боковой зазор: jn min + Кj = 2(EHs1 + EHs2)sin. Зазор Кj отсчитывают по нормали к зубьям. Необходимое наименьшее смещение исходного контура на обоих зубчатых колесах EHs1 + EHs2 = 0,5(jn min + Кj)/ sin. Зазор Кj предназначен для компенсации ряда погрешностей изготовления зубчатых колес и монтажа передачи и определяется по формуле Наибольший боковой зазор, получаемый между зубьями в передаче, не ограничен стандартом. Он представляет собой замыкающее звено сборочной размерной цепи, в которой составляющими размерами, ограниченными допусками, являются межосевое расстояние и смещение исходных контуров при нарезании обоих колес и др. Поэтому наибольший зазор не может превышать значения, получаемого при наиболее неблагоприятном сочетании отклонений составляющих размеров: jn max = jn min + 2(TH1 + Tp + 2fa)sin. Типы боковых зазоров (определяются для каждого зубчатого колеса в наборе зубчатых колес) Реальные зубчатые колеса должны производиться со специальными допустимыми боковыми зазорами. Определите допустимые значения, исходя из своих рабочих условий. В цилиндрических и косозубых зубчатых зацеплениях существует два способа определения необходимого значения бокового зазора. Во-первых, уменьшите толщину зуба, погрузив пуансон в пустую форму на глубину, превышающую теоретически допустимую по стандарту. Во-вторых, увеличьте межосевое расстояние по сравнению с рассчитанным теоретически. При задании бокового зазора, учитывайте следующие факторы:
Размер бокового зазора не должен быть слишком велик для соответствия требованиям работы. Убедитесь, что он достаточен для того, чтобы затраты на машинную обработку не превысили необходимые. Традиционно устанавливается половина значения допуска для бокового зазора на толщину зубьев каждого зубчатого колеса из пары. Однако существуют исключения. Например, в шестернях, имеющих малое количество зубьев, используются все допустимые значения для ведомого зубчатого колеса. В результате не происходит ослабления зуба шестерни.
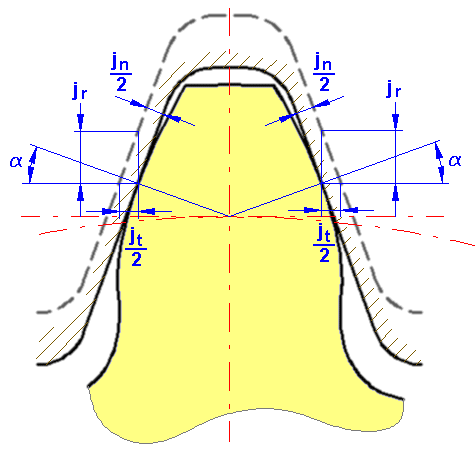
Боковой зазор зацепления косозубого колеса Для косозубых колес имеется два вида боковых зазоров, относящихся к интервалу зуба. Существует поперечное сечение в нормальном направлении поверхности зубьев “n” и поперечное сечение в перпендикулярном направлении к оси “t”.
Боковой зазор j n между неработающими профилями зубьев сопряженных колес определяют в сечении, перпендикулярном направлению зубьев, в плоскости, касательной к основным цилиндрам (рисунок 36). Этот зазор необходим для устранения заклинивания при нагреве передачи (температурная компенсация), размещения слоя смазки, а также для компенсации погрешностей изготовления и сборки. Боковой зазор приводит к появлению при реверсировании передач мертвого хода, величину которого ограничивают для уменьшения ударов по нерабочим профилям зубьев. Теоретическая зубчатая передача является двухпрофильной и беззазорной (j n = 0). Реальная передача должна иметь боковой зазор. Минимальная величина бокового зазора j n min определяет вид сопряжения зубьев. Стандартами предусматривается шесть видов сопряжения: А (с увеличенным гарантированным зазором j n min для 3-12 степеней точности), В (с нормальным гарантированным зазором, 3-11), С, D (с уменьшенным j n min , 3-9, 3-8), Е (с малым j n min , 3-7), Н (нулевым j n min , 3-7). Установлено восемь видов допусков Тj n бокового зазора (при этом Тj n = j n min - j n max): h, d, c, b, a, z, y, x. Допуски расположены в порядке возрастания. Видам сопряжения Н и Е соответствует вид допуска h, видам сопряжения D, С, В, А – соответственно d, c, b , a. Допускается по технологическим или иным соображениям менять соответствие видов сопряжения и допуски бокового зазора, используя также виды допуска z, y, x (см. рисунок 36). Установлено шесть классов отклонений межосевых расстояний, обозначаемых в порядке убывания точности римскими цифрами от 1 до Y1. Гарантированный боковой зазор обеспечивается при соблюдении установленных для данного вида сопряжения классов отклонений межосевого расстояния (Н, Е –II класс, D, C, B, A – III, IY, Y, YI классы). Минимальный боковой зазор j n min должен учитывать температурную компенсацию j nt и слой смазки см: j n min = j nt + см. (3.156) Рисунок 36 – Боковой зазор в зубчатой передаче Необходимую температурную компенсацию можно рассчитать, зная температуру колеса t кол и корпуса передачи t пер и учитывая, что боковой зазор j n измеряют под углом профиля : t = a w [ кол (t кол – 20 0) - кор (t кор – 20 0)], где w – межосевое расстояние, I – коэффициенты линейного расширения ( кол – колеса, кор – корпуса). Учитывая, что толщина смазки должна составлять от 0,01 до 0,03 модуля, получим, что минимальный (гарантированный) боковой зазор j n min должен быть равен j n min = (0,01 0,03) m + a w [(( кол (t кол –20 0) - пер (t пер – 20 0) 2sin (3.157) Сопряжение вида В гарантирует боковой зазор, при котором исключается заклинивание зубьев передачи от нагрева при разности температур колес и корпуса 25 0 С (см. рисунок 36). Как следует из сказанного, вид сопряжения зубьев назначается расчетным или опытным путем независимо от степеней точности. Допустимые погрешности изготовления или монтажа зубчатой передачи, зависящие от степеней точности, сказываются на максимальной величине бокового зазора. Существуют три метода обеспечения бокового зазора: регулирование расстояния между осями передачи, применение при изготовлении специального инструмента с утолщенными зубьями и метод радиального смещения исходного контура рейки зубонарезного инструмента. Первый метод практически не применяют, т.к. перемещение рабочих валов для получения бокового зазора приводит к уменьшению активной части профиля и коэффициента перекрытия; этот метод невозможен при нескольких парах сопряженных зубьев, сидящих на двух параллельных валах, так как отрегулированный боковой зазор одной пары шестерен дает неприемлемые значения для остальных пар шестерен. Второй метод получения “тонких” зубьев шестерен за счет увеличения толщины режущих зубьев инструмента (фрез, реек и т.д.) ведет к увеличению номенклатуры и удорожанию инструмента. Третий метод получил преимущественное распространение, так как использует стандартный инструмент и позволяет обеспечивать любые боковые зазоры за счет дополнительного смещения зубонарезного инструмента в “тело” заготовки. Наименьший боковой зазор создается за счет уменьшения толщины зуба по постоянной хорде Е с методом радиального смещения исходного контура на величину Е Н. Дополнительное уменьшение толщины зуба по хорде на величину допуска Т с происходит за счет допуска на смещение исходного контура Т Н, что вызывает соответствующее увеличение бокового зазора. Зависимости, характеризующие изменение бокового зазора от смещения исходного контура и утонения зуба показана на рисунке 36: j n min = 2 Е Н sin; (3.158) E C = 2E H tg. (3.159) Таким образом,
боковой зазор определяется смещением
исходного контура Е Н,
межосевым расстоянием а
(для него установлены отклонения f a),
толщиной зуба на делительной окружности
или постоянной хордой зуба При наличии радиального биения F r толщины зубьев не остаются постоянными, но изменяются с приближением и удалением к ведущему колесу, поэтому Т Н F r: Т Н = 1,1 F r + 20. (3.160) Боковой зазор состоит из гарантированного бокового зазора j n min и бокового зазора j n 1 для компенсации погрешности изготовления и монтажа (1 и 2 – колесо и шестерни): j n min + j n1 = (Е Н 1 + Е Н 2)2 sin. (3.161) Принимая смещение колеса и шестерни приблизительно одинаковыми Е Н 1 Е Н 2 Е Н, получим ( = 20 0): Боковой зазор j n 1 учитывает отклонения межосевого расстояния f a , шага зацепления f p в двух колес, отклонения направления F двух колес, отклонения от параллельности f x и перекоса осей f у, j n 1 равен при квадратичном суммировании: Наибольший боковой зазор является замыкающим звеном сборочной размерной цепи, составляющими звеньями которой будут отклонения межосевого расстояния и смещения исходных контуров: j n max = j n min + (Т Н 1 + Т Н 2 + 2f a) 2sin. (3.164) Учитывая производственные потребности, для характеристики бокового зазора применяют следующие показатели: наименьшее смещение исходного контура Е Н (допуск Т Н ); наименьшее отклонение толщины зуба Е С (допуск Т С = 0,73 Т Н ); наименьшее отклонение средней длины общей нормали Е wm (допуск Т wm ); наименьшее отклонение длины общей нормали Е w (допуск Т w ); предельные отклонения измерительного межосевого расстояния Е а`` (+ E a `` s и -Е а`` I ). Нормаль W – расстояние между разноименными боковыми поверхностями группы (2, 3 и т.д.) зубьев. Измерительное
межосевое расстояние – расстояние
беззазорного сопряжения зубьев
контролируемого колеса и измерительного
колеса; E a `` s = При разработке чертежей зубчатых колес, корпусов редукторов, приводов и т.д. применяются показатели w (E w , T w), S c (E c , T c), f a (рисунок 36). При контроле зубчатых колес используют комплексы показателей, которые установлены для различных степеней точности. Комплексы контроля являются равноправными, но не равноценными. Первый из них (для каждой нормы, образованный одним комплексным показателем, дает наиболее полную оценку точности колеса). Каждый последующий характеризует значительную долю основной погрешности или отдельные ее части. Выбор того или иного комплекса контроля зависит от назначения и точности зубчатых колес и передач (принцип инверсии), их размеров, практики контроля, объема и условий производства и др. Для выбранного комплекса на чертеже зубчатого колеса с нестандартным исходным контуром указывают необходимые допуски и отклонения и колесо контролируют по всем параметрам. В чертежах зубчатых колес со стандартным исходным контуром (рисунок 37), показатели комплекса конструктор не указывает; эти показатели назначаются технологическими службами. Контроль зубчатых колес может быть приемочный, профилактический и технологический. Приемочный контроль – контролируют показатели комплекса. Профилактический – отладка технологических процессов и выявление причин брака. Для контроля кинематической точности используют приборы для измерения кинематической погрешности колес, измерительного межосевого расстояния, накопленной погрешности шагов, радиального биения, колебания длины общей нормали, погрешности обката. При контроле плавности работы применяют приборы для измерения местной кинематической и циклических погрешностей, шага зацепления, погрешности профиля, отклонений углового шага. При контроле полноты контакта применяют приборы для измерения суммарного пятна контакта, осевого шага, направления зуба, погрешности формы и расположения контактной линии. При контроле бокового зазора измеряют приборами смещение исходного контура, отклонение измерительного межосевого расстояния, отклонение средней длины общей нормали, толщину зуба (в том числе штангензубомерами).
Рисунок 37 – Зубчатое колесо Для
устранения возможного заклинивания
при нагреве передачи, обеспечения
условий протекания смазочного материала
и ограничения мертвого хода при
реверсировании отсчетных и делительных
реальных передач они должны иметь
боковой зазор j n (между
нерабочими профилями зубьев сопряженных
колес). Этот зазор необходим также для
компенсации погрешностей изготовления
и монтажа передачи. Боковой зазор
определяют в сечении, перпендикулярном
к направлению зубьев, в плоскости,
касательной к основным цилиндрам
(рисунок 8.2.13).
Рисунок
8.2.13
Боковой
зазор обеспечивается путём радиального
смещения исходного контура рейки
(зуборезного инструмента) от его
номинального положения в теле
колеса.
Система
допусков на зубчатые передачи устанавливает
гарантированный боковой зазор j nmin ,
которым является наименьший предписанный
боковой зазор, не зависящий от степени
точности колес и передач. Он определяется
по формуле:
где
V – толщина слоя смазочного материала
между зубьями; a ω -
межосевое расстояние; α 1 и
α 2 –
температурные коэффициенты линейного
расширения материала колес и корпуса;
Δt° 1 и
Δt° 2 –
отклонение температур колеса и корпуса
от 20°C; α – угол профиля исходного
контура.
Толщину
слоя смазки ориентировочно принимают
в пределах от 0,01m (для тихоходных
кинематических передач) до 0,03m (для
высокоскоростных передач).
Для
удовлетворения требований различных
отраслей промышленности, независимо
от степени точности изготовления колес
передачи, предусмотрено шесть видов
сопряжений, определяющих различные
значения j nmin:
A, B,C, D, E, H (рисунок 8.2.14).
Стандартизованными параметрами, характеризующими зубчатую передачу являются: Модуль зубьев, Передаточное число, Межосевое расстояние. Червячные передачи относятся к зубчато-винтовым. Если в зубчато-винтовой передаче углы наклона зубьев принять такими, чтобы зубья шестерни охватывали ее вокруг, то эти зубья превращаются в витки резьбы, шестерня - в червяк, а передача - из винтовой зубчатой в червячную. Преимущество червячной передачи по сравнению с винтовой зубчатой в том, что начальный контакт звеньев происходит по линии, а не в точке. Угол скрещивания валов червяка и червячного колеса может быть каким угодно, но обычно он равен 90°. Коническая зубчатая передача Если угол между осями равен 90°, то коническую зубчатую передачу называют ортогональной . В общем случае в неортогональной передаче угол, дополненный до 180° к углу между векторами угловых скоростей извеньев1 и 2, называют межосевым углом Σ 33\34 . Нормирование параметров размерного взаимодействия в шпоночных соединениях ШПОНОЧНЫЕ СОЕДИНЕНИЯ Назначение шпоночных соединений Шпоночные соединения предназначены для получения разъёмных соеди-нений, передающих крутящие моменты. Они обеспечивают вращение зубчатых колес, шкивов и других деталей, монтируемых на валы по переходным посад-кам, в которых наряду с натягами могут быть зазоры. Размеры шпоночных со-единений стандартизированы. Различают шпоночные соединения с призматическими (ГОСТ 23360), сегментными (ГОСТ 24071), клиновыми (ГОСТ 24068) и тангенциальными (ГОСТ 24069) шпонками. Шпоночные соединения с призматическими шпонка-ми применяются в малонагруженных тихоходных передачах (кинематические цепи подач станков), в крупногабаритных изделиях (кузнечно-прессовое обо-рудование, маховики двигателей внутреннего сгорания, центрифуги и др.). Клиновые и тангенциальные шпонки воспринимают осевые нагрузки при ре-версах в тяжело нагруженных соединениях. Наиболее широкое использование получили призматические шпонки. Конструктивное исполнение и размеры призматических шпонок Призматические шпонки имеют три исполнения. Вид исполнения шпонки определяет форму паза на валу. Исполнение 1 для закрытого паза, для нормального соединения в усло-виях серийного и массового типов производства; исполнение 2 для открыто-го паза с направляющими шпонками, когда втулка перемещается вдоль вала при свободном соединении; исполнение 3 для полуоткрытого паза со шпон-ками, установленными на конце вала с плотным соединением напрессованной втулки на вал в единичном и серийном типах производства. Размеры шпонки зависят от номинального размера диаметра вала и опре-деляются по ГОСТ 23360. Примеры условных обозначений шпонок: 1. Шпонка 16 х 10 х 50 ГОСТ 23360 (шпонка призматическая, исполнение 1; b х h = 16 х 10, длина шпонки l = 50). 2. Шпонка 2 (3) 18 х 11 х 100 ГОСТ 23360 (шпонка призматическая, испол-нение 2 (или 3), b х h = 18 х 11, длина шпонки l = 100). Посадки шпонок и рекомендации по выбору полей допусков Основным посадочным размером является ширина шпонки b. По этому размеру шпонка сопрягается с двумя пазами: пазом на валу и пазом во втулке. Шпонки обычно соединяются с пазами валов неподвижно, а с пазами втулок с зазором. Натяг необходим для того, чтобы шпонки не перемещались при эксплуатации, а зазор для компенсации неточности размеров и взаимного расположения пазов. Шпонки вне зависимости от посадок изготавливаются по разме-ру b с допуском h9, что делает возможным их централизованное изготовление. Остальные размеры менее ответственны: высота шпонки по h11, длина шпонки по h14, длина паза под шпонку по Н15 . Посадки шпонок осуществляются по системе вала (Сh). Стандартом до-пускаются различные сочетания полей допусков для пазов на валу и во втулке с полем допуска шпонки по ширине. Свободное соединение используется для направляющих длинных шпонок; нормальные применяются наиболее часто для крепёжных шпонок, установлен-ных в середине вала; плотное соединение – для шпонок на конце вала. Основные требования при оформлении поперечных сечений соединения с призматической шпонкой и деталей участвующих в них Предельные отклонения размеров, выбранных полей допусков, опреде-лять по таблицам ГОСТ 25347. При выполнении поперечного сечения шпоночного соединения необхо-димо указать посадки, а у шпонки – поля допусков на размеры b и h шпонки в смешанном виде и шероховатости поверхностей. На чертежах поперечных сечений вала и втулки необходимо указать шероховатости поверхностей, поля допусков на размеры b, d и D в смешанном виде, а также нормировать размеры глубины пазов: на валу t1 – предпочтительный вариант или (d – t1) c отрица-тельным отклонением и во втулке (d + t2) – предпочтительный вариант или t2 c положительным отклонением. В этом и другом случае отклонения выбираются в зависимости от высоты шпонки h . Кроме этого на чертежах по-перечных сечений вала и втулки необходимо ограничивать допусками точность формы и взаимного расположения. Предъявляются требования по допустимым отклонениям от симметричности шпоночных пазов и параллельности плоско-сти симметрии паза относительно оси детали (базы). При наличии в соединении одной шпонки допуск параллельности принимать равным 0,5IT9, допуски симетричности – 2IT9, а при двух шпонках, расположенных диаметрально, – 0,5 IT9 от номинального размера b шпонки. Допуски симметричности могут быть зависимыми в крупносерийном и массовом производстве. Похожие записи:
или
|



 (колебание
измерительного расстояния на одном
зубе); E a `` I
= -Т Н.
(колебание
измерительного расстояния на одном
зубе); E a `` I
= -Т Н.
 Рисунок
8.2.14
Установлено
шесть классов отклонений межосевого
расстояния, обозначаемых в порядке
убывания точности римскими цифрами от
I до VI. Гарантированный боковой зазор в
каждом сопряжении обеспечивается при
соблюдении предусмотренных классов
отклонений межосевого расстояния (для
сопряжений H и E - II класса, для сопряжений
D, C, B и А - классов III, IV, V и VI соответственно).
Соответствие видов сопряжений и указанных
классов допускается изменять.
На
боковой зазор установлен допуск T jn ,
определяемый разностью между наибольшим
и наименьшим зазорами. По мере увеличения
бокового зазора увеличивается допуск
T jn .
Установлено восемь видов допуска T jn на
боковой зазор: x, y, z, a, b, c, d, h. Видам
сопряжений Н и Е соответствует вид
допуска h, видам сопряжений D, C, B и A -
соответственно виды допусков d, c, b и a.
Соответствие видов сопряжений и видов
допусков T jn допускается
изменять используя при этом и виды
допуска z, y и x.
Биение
зубчатого венца определяется
как разность наибольшего и наименьшего
показаний индикатора при расположении
наконечника во всех впадинах контролируемого
колеса.
Рисунок
8.2.14
Установлено
шесть классов отклонений межосевого
расстояния, обозначаемых в порядке
убывания точности римскими цифрами от
I до VI. Гарантированный боковой зазор в
каждом сопряжении обеспечивается при
соблюдении предусмотренных классов
отклонений межосевого расстояния (для
сопряжений H и E - II класса, для сопряжений
D, C, B и А - классов III, IV, V и VI соответственно).
Соответствие видов сопряжений и указанных
классов допускается изменять.
На
боковой зазор установлен допуск T jn ,
определяемый разностью между наибольшим
и наименьшим зазорами. По мере увеличения
бокового зазора увеличивается допуск
T jn .
Установлено восемь видов допуска T jn на
боковой зазор: x, y, z, a, b, c, d, h. Видам
сопряжений Н и Е соответствует вид
допуска h, видам сопряжений D, C, B и A -
соответственно виды допусков d, c, b и a.
Соответствие видов сопряжений и видов
допусков T jn допускается
изменять используя при этом и виды
допуска z, y и x.
Биение
зубчатого венца определяется
как разность наибольшего и наименьшего
показаний индикатора при расположении
наконечника во всех впадинах контролируемого
колеса.









